

La peinture des cadres de vélo est un sujet dont vous avez suivi les différents épisodes sur Bike Café, dans notre rubrique atelier. Cet article pourrait bien en être la conclusion, en abordant le thermolaquage ou la peinture poudre. Une proposition de visite chez Paul‘s Workshop, tombait à pic pour vous faire découvrir cette technique de peinture. Paul, le maître des lieux, de par sa qualité d’accueil et sa maîtrise du sujet, nous a permis d’y voir plus clair. (droits photos de ce reportage Simon Coulombier)
Le thermolaquage ou peinture poudre
Le revêtement en poudre est un type de revêtement appliqué sous forme de poudre sèche fluide. Contrairement à la peinture liquide conventionnelle qui est délivrée via un solvant qui s’évapore, le revêtement en poudre est généralement appliqué de manière électrostatique puis durci sous la chaleur ou avec une lumière ultraviolette. La poudre peut être un polymère thermoplastique ou thermodurcissable. Il est généralement utilisé pour créer une finition dure plus résistante que la peinture conventionnelle. Le revêtement en poudre est principalement utilisé pour le revêtement des métaux, tels que les appareils électroménagers, les automobiles… et les cadres de vélos (source Wikipedia).


Ce qui différencie le thermolaquage poudre de la peinture liquide, qu’elle soit solvantée ou à l’eau, c’est la cuisson. Le processus peut paraître simple : on décape l’objet, on projette dessus de la poudre de peinture et on le passe au four.
Cette apparente simplicité rencontre très vite un premier obstacle cependant : l’équipement nécessaire ne se trouve pas en promo chez le premier “Bricomarché” du coin. Le second sera la maîtrise de l’équipement : un pistolet peinture liquide fait appel à 3 réglages de vis (débit d’air, largeur de projection, débit de peinture), celui du pistolet poudre se règle sur un console, avec des paramètres qui varient en cours de séance, suivant les endroits à peindre. Sans formation au maniement de ce matériel, les échecs peuvent être nombreux.
Une envie de poudre

Paul à été scaphandrier dans une première partie de sa vie professionnelle. Ce sont les contraintes de cette profession, peu compatibles avec une vie de famille, avec en marge un intérêt pour la restauration de vélos et de motos, qui l’ont guidé vers cette nouvelle activité professionnelle. Après des premiers essais, d’abord très modestes, dans sa cave avec un premier four qui occupait la majorité de l’espace, Paul convient que cette activité nécessite une solide maîtrise du process. Il passe alors par la case formation, suivi d’un stage en entreprise dans le domaine industriel.




Je suis allé chez Paul avec un cadre en acier qui m’avait déjà servi pour expérimenter la peinture à la bombe. Comme vous pouvez le voir sur ces photos, la peinture a déjà bien vieilli.
L’atelier
L’atelier de Paul se trouve dans une zone d’activité de la banlieue de Caen. L’espace est lumineux, bien ordonné et suffisamment grand pour y disposer les équipements, pour certains encombrants. La “tasse de thé” de Paul n’est pas de peindre des tôles de plusieurs mètres carrés, mais plutôt des objets que d’autres ne savent pas, ou ne veulent pas peindre. Il aime pouvoir répondre aux projets particuliers que lui soumettent ses clients.

La visite des lieux s’ordonne suivant les étapes du process : description de l’étape, équipements utilisés, examen des pièces en cours. Il y a trois grandes étapes dans le thermolaquage : tout d’abord la préparation, suivi du poudrage et pour finir la cuisson ; l’ensemble des étapes peuvent se succéder sur la durée d’une journée.

Les 3 étapes
Étape 1 : Préparation
Décrassage / dégraissage chimique

Dans cette étape au-delà de la salissure, l’ennemi c’est le gras. Il faut donc dégraisser. Les pièces à peindre sont traitées par lot. C’est un c’est un décrassage / dégraissage chimique, qui s’effectue dans un bac à ultrasons. Les pièces montent et descendent sur un plateau, dans un bain d’eau osmosée (eau pure à 99,9%), à laquelle est ajouté un produit décapant pour les peintures et les graisses (lessive de soude en majorité). Ce bac à une contenance de 300 litres, le passage d’ultrasons favorise l’opération, qui dure en moyenne un peu moins d’une heure pour obtenir un bon résultat.
Rinçage
Les pièces ressortent du bain parfaitement propres et elles sont ensuite rincées à l’eau sous pression. Après rinçage les pièces passent en étuvage au four afin d’éliminer toute trace de liquide.
Masquage

Avant l’étape suivante du grenaillage, Paul pratique un masquage, épargnant les surfaces usinées tels que filetages et alésages. Cette opération permettra d’éviter le léger marquage résultant du grenaillage.
Grenaillage

Le grenaillage est réalisé dans une cabine, par projection sous pression au pistolet de grenaille d’acier. La cabine de 1,5 m³ permet le travail sur de nombreuses pièces de bonne envergure qu’elles soient de provenance auto, motos, vélos… mais ça peut être tout aussi bien un radiateur de chauffage d’un autre siècle. C’est une cabine en surpression, alimentée par un compresseur d’air à vis de 15Kw de 2300l/min à 12 bar : rien que du costaud. La grenaille d’acier est privilégiée au corindon car elle offre un décapage plus fin. Le résultat est efficace comme vous pouvez le voir sur ces photos du cadre après grenaillage.




Poudrage d’apprêt

Avant l’opération suivante et pour le cas de pièces anciennes soudées – caractéristique des cadres motos et vélos – Paul va procéder à un poudrage époxy multifonction anticorrosion/anti dégazage. Cette opération coupe court à tout risque de dégradation du revêtement dans le temps, appose un film super lisse sur un métal un peu dégradé en surface avec une meilleure résistance aux éclats.
Masquage avant peinture

Une nouvelle opération de masquage à lieu, mais cette fois pour épargner les parties qui ne doivent pas recevoir de peinture. Cette étape doit être soigneusement réalisée car elle conditionne le résultat final. Il est possible lors de ces travaux de rattraper certains joints ou défauts, grâce à un mastic conducteur.
Étape 2 : Poudrage
Ressuage
On opère cette première opération préliminaire au poudrage. Il s’agit d’un ressuage dans le four de séchage. L’opération évitera au peintre la situation calamiteuse d’une pièce peinte de façon imparfaite en raison de nouvelles remontées de gras, lorsque la pièce n’a pas été apprêtée.
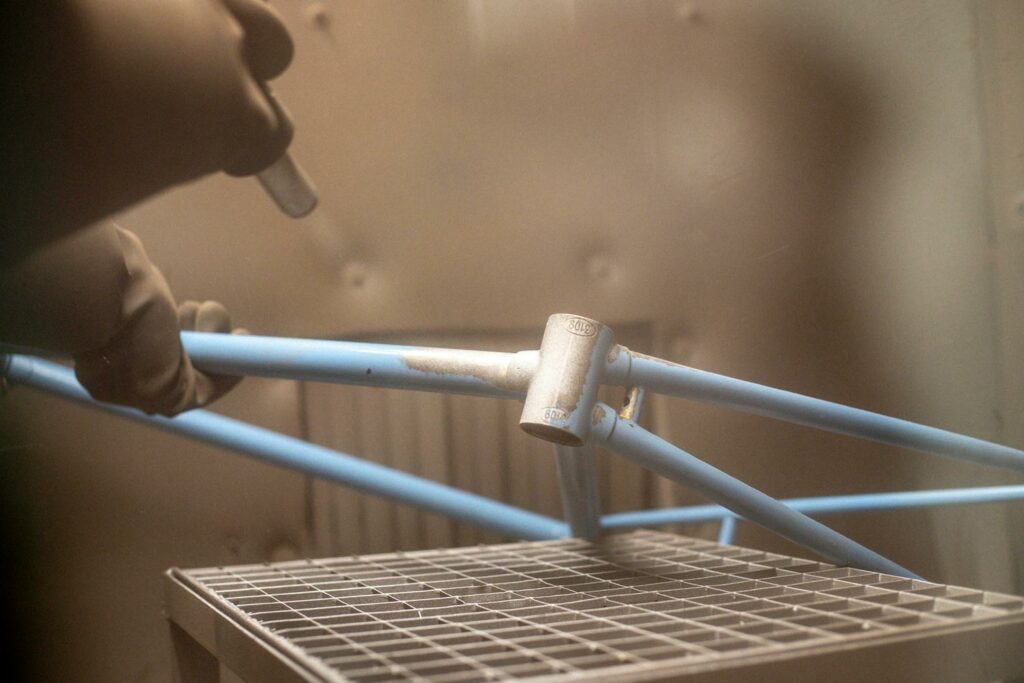
Application du poudrage
Cette seconde étape consiste à projeter au pistolet la poudre de peinture face à un écran d‘aspiration. Les objets sont suspendus sur un portique roulant et mis à la masse du pistolet. Par un phénomène électrostatique, la poudre se trouve attirée sur l’objet et se maintien par la suite même après déconnexion de la masse.




L’attraction électrostatique n’est jamais homogène, quelque soit la forme de l’objet à peindre, et c’est au final l’expérience qui évite les « manques » de peinture et les variations d’épaisseur. Dans cette étape on peut encore procéder aux derniers masquages en soufflant la poudre des endroits qui doivent rester sans peinture (exemples : boîtier de pédalier et tube de direction).
L’équipement de projection poudre se compose du pistolet, d’une console et d’un écran sur lequel figurent tous les paramètres (vitesse de projection, quantité de poudre, fluidité à partir du réservoir de poudre…). Ces réglages devront varier au cours du poudrage.
Étape 3 : Cuisson

C’est la dernière étape, les objets sur leur portique sont amenés dans le four qui aura été préchauffé à la température préconisée par le fournisseur de la poudre (environ 180°C) et pour une durée indiquée de 10 à 20 minutes.
Pour de nombreuses pièces le processus se termine avec la sortie du four.
Marquage : stickers et pochoirs
Pochoirs : ils sont posés avant la projection de poudre et il suffit de les décoller après la sortie du four.
Stickers : on procède à la pose du sticker sur une pièce d’essai, afin d’évaluer sa tenue en température avant d’en poser un nouveau sur la pièce définitive. Un ultime poudrage d’une fine couche de vernis apportera la protection finale.
Coloris

Difficile d’imaginer toutes les déclinaisons : effet pailleté, aspect brillant, mat, satiné, textures : sablé, marbré, martelé, fracturé… Toutes les teintes sont possibles avec plus de 6500 références de coloris. Paul est d’une aide précieuse dans ce choix ; comme il a pu me le prouver pour le cadre que nous lui avons confié.
Opération complémentaire
Soudure : l’atelier est équipé d’un poste de soudure TIG professionnel alu/inox /acier, qui permet des travaux de reprise sur des parties endommagées, comme c’est souvent le cas des jantes.

En conclusion : peinture thermolaquée vs. peinture liquide

Si la peinture liquide est largement utilisée notamment encore dans l’automobile, encore faut-t-il frapper à la bonne porte : l’atelier de carrossier qui acceptera vos conditions. L’artisan, dont c’est la spécialité, c’est souvent le cas de cadreurs, et en dernier recours le faire soi-même.




Choisir une peinture poudre thermolaquée, c’est la garantie de passer par un professionnel expérimenté, qui aura investi dans des équipements coûteux. Là encore les industriels seront moins à l’écoute sur votre cadre de vélo ou de moto et avec souvent un résultat loin de votre attente. Les coûts sont très variables, tout autant que les résultats ; pour le cas le bouche à oreille fonctionne assez bien.
Peinture thermolaquée
Sa réputation de résistance aux rayures et sa tenue aux éclats n’est plus à faire ; on peut débattre du tendu, mais après cuisson, un lustrage reste possible pour un parfait résultat ou une reprise de rayure.
Peinture liquide
Elle est désormais largement remplacée sur les chaînes de peinture des grandes marques par la peinture thermolaquée. Mon ancien cadre de triathlon CBT Italia tubes Colombus, reflète définitivement tous les mauvais traitements qu’il a subi dans sa carrière. Si je décidais de lui donner une nouvelle jeunesse pour le suspendre dans le salon, pas d’autre choix qu’une peinture liquide avec ses autocollants d’origine.
Paul‘s Workshop
10 rue des Bourreliers
14123 IFS
Infos sur le site

Très intéressant. Pourrait-on avoir un ordre de grandeur du prix pour le cadre en exemple sur ce reportage ?
Merci.
Pour ce travail cadre + fourche 180 € … Après chaque projet est différent surtout si il y a des travaux annexes comme la pose de stickers et des reprises de soudure.
Pour ce travail cadre + fourche 180 € … Après chaque projet est différent surtout si il y a des travaux annexes comme la pose de stickers et des reprises de soudure. Le mieux est de contacter Paul.
Je demandais juste un ordre de grandeur, pas un devis. Pour cela, bien entendu, il faut s’adresser à l’artisan.
Ta réponse me convient parfaitement.
Merci.
Encore faudrait-il qu’il réponde.
Réessayer en principe im répond …